
hyperMILL tipp: hatékony, nagy teljesítményű simítási műveletek – kúpos hordómaró alkalmazása

A gyártó cégek esetében, mint a piac más szereplőinél is a verseny elkerülhetetlen. A piaci verseny olyan innovációkat hoz létre, melyek megváltoztatják az eddigi eljárásainkat.
Erre a változásra nagyon jó példa a kis görbületű, vagy éppen sík felületek simító megmunkálása akár nyitott, akár zárt zsebek esetében is.
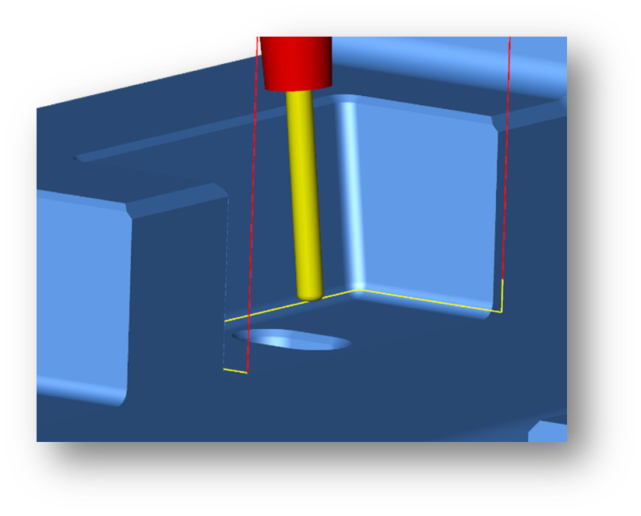
Lássunk egy példát: adott egy sík felületekkel határolt mély zseb, éleiben szűk lekerekítéssel. A 3 tengelyes megmunkálást vessük el, a hosszú szerszámkinyúlás miatt biztonságosan, megfelelő minőségben és elfogadható idő alatt gazdaságosan nem kivitelezhető.

Az oldalfal sík jellege miatt a szerszám palástjának az oldalfelületre fektetése (SWARF) hatékony megoldásnak tűnhet, mert nagy lépésekben, pontosan lekövethető a geometria. De itt is a szerszám L/D viszonya jelent problémát, tehát a mélység miatt ezt is el kell vessük.
Eddig az ilyen problémákhoz – igény szerint – tömb elektródát készítettünk, esetleg előnagyoltuk a zsebet és szikraforgácsolással alakítottuk ki a szükséges geometriát. Amennyiben rendelkezünk 5 tengelyes megmunkálási lehetőséggel, akkor egy kis méretű, a sarok rádiusznál kisebb rádiuszú gömbmaróval apró lépésekben tudjuk besimítani a felületet, akár pozícionált (3+2), akár szimultán 5 tengelyes megmunkálással.
Ez a megoldás kivitelezhető, de az ilyenfajta simítás gépideje jelentős az elvárt minőség és a kis szerszámrádiusz által keletkező nagyon sűrű pálya okán.
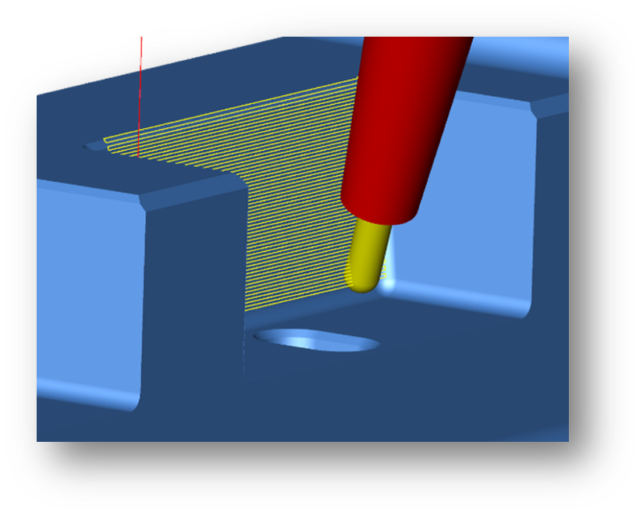
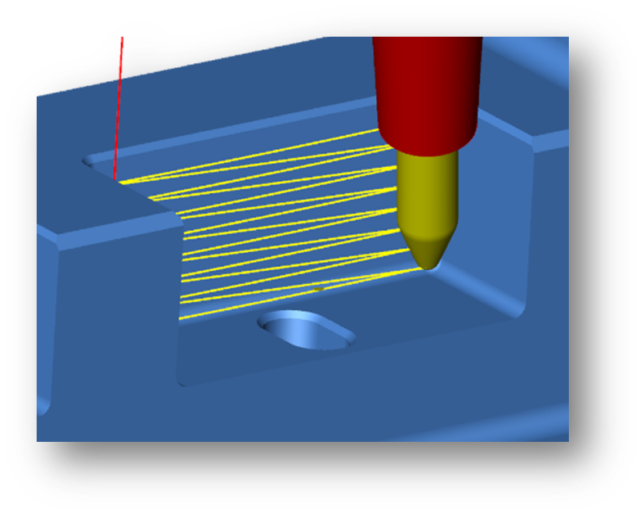
A hyperMILL lehetőséget biztosít egy más megközelítés alkalmazására, ahol az előző két módszert kombináljuk. Könnyen belátható, ha rögzítjük az elvárt minőséget (felületi érdesség, scallop magasság), akkor az érintkezési környezetben a szerszám sugár növelésével a lépésköz is növelhető, aminek hatására a megmunkálási idő csökken. Növeljük a néhány milliméter szerszámsugarat néhány 100 milliméterre, belátható a pályahossz olyan mértékben rövidül, hogy akár 90% megmunkálási idő is megtakarítható.
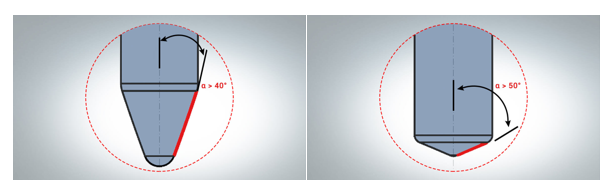
A kúpos szerszámkialakítás alkotója nem egyenes geometriájú, hanem köríves, aminek sugara jellemzően 250 és 1.000 milliméter között van. Ez a fajta szerszámkialakítás egyre több szerszámgyártó portfóliójában elérhető, sőt arra is akad már példa, hogy a szerszámgeometria – annak komplexitása okán – nem csak beméretezett rajz, hanem digitális adat (pl. DXF, vagy XML fájlok) formájában is letölthető. Ez nagyban megkönnyíti és biztonságossá teszi a programozást, mert így az elgépelésből, a pontatlan adatbevitelből származó hibák minimalizálhatók.
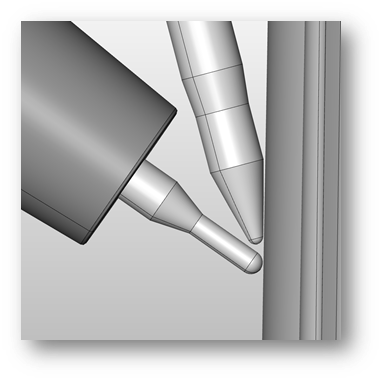
A kúpos hordómaróból, felhasználási területét tekintve kétfajta kialakítás elérhető. Az egyik az oldalfalakhoz, a másik lankás felületekhez.
A hyperMILL ezt a szerszámtípust minden releváns műveletelemében használni képes, de igazán hatékonyan az erre a célra fejlesztett nagy teljesítményű simítás csomag használja ki lehetőségeit.
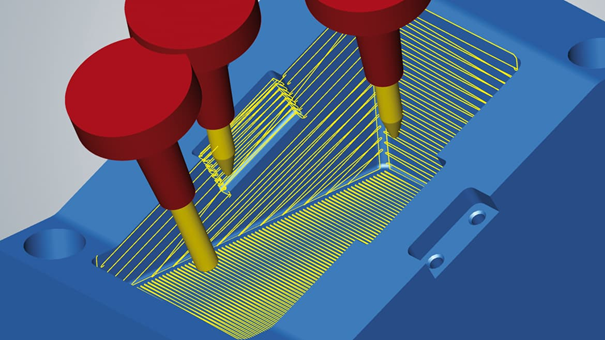
Tangent plane machining
Ezt a hatékony stratégiát kifejezetten sík oldalfalak és a zsebek alsó síkjainak megmunkálásához tervezték Érintő megmunkálás
A tangens megmunkálás a legjobb stratégia bármilyen felületű folyamatos görbületű felületek tökéletes megmunkálásához! A hyperMILL® automatikusan létrehozza a szerszámutakat a hatékony egy- és többfelületi megmunkáláshoz. Az intelligens algoritmusok biztosítják, hogy a szerszám mindig optimálisan dőljön a maró érintkezési pontja felett. Ez a teljes felület biztonságos megmunkálását és a vágási sugár egyenletes kihasználását eredményezi.. Kétféle megmunkálás áll a felhasználók rendelkezésére. Pozícionált 5 tengelyes megmunkálás esetén a felületet különböző irányokból munkálja meg az adott területeken, míg szimultán 5 tengely alkalmazásakor a teljes felületet egyben munkálja meg. Az aktív ütközéselkerülés és a szerszám folyamatos változó dőlése azt jelenti, hogy még a nehezen hozzáférhető területek is megbízhatóan megmunkálhatók.
Tangent machining
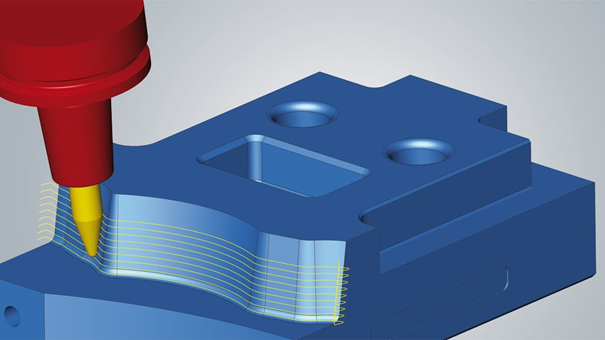
A Tangent machining a legjobb stratégia bármilyen folyamatos görbületű felület tökéletes megmunkálásához! A hyperMILL® automatikusan létrehozza a szerszámpályákat a hatékony egy- és többfelület megmunkáláshoz. Az intelligens algoritmusok biztosítják, hogy a szerszám mindig optimálisan dőljön a maró érintkezési pontja mentén. Ez a teljes felület biztonságos megmunkálását és a vágóél egyenletes kihasználását eredményezi.
Prismatic fillet finishing
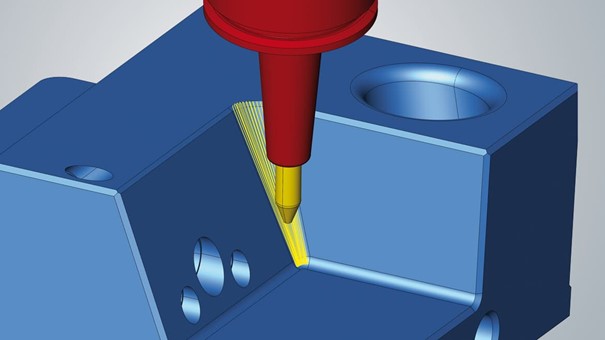
A Prismatic fillet finishing új módszer a saroklekerekítések hatékony megmunkálására. Rendkívül nagy előtolási sebesség érhető el süllyedő és emelkedő szerszám mozdulatokkal. A kúpos hordómaró a nagy előtolású marókhoz (high feed cutter) hasonlóan használják. A stratégia automatikusan kiszámítja a kúpos hordómaró szükséges dőlését és érintkezési pontját. Ez lehetővé teszi a felhasználók számára, hogy kiváló minőségű átmeneteket érjenek el a különböző felületek között.
Az Openmind leírása a kúpos hordómaró alkalmazásának technológiájáról a következő oldalon érhető el >>>
Ismerje meg az automatizált programozás és hatékony megmunkálás eszközét! Keresse szakértő kollégáinkat!
Specialistákból álló csapatunk bármikor rendelkezésére áll, hogy segítsen Önnek a legtöbbet kihozni CAD és CAM szoftveréből. Amennyiben szakmai ismereteit bővítené és elsőként szeretne hozzáférni a legfrissebb újdonságokról szóló hírekhez vagy cikkekhez, elég egyetlen lépés: legyen tagja Facebook közösségünknek vagy iratkozzon fel Hírlevelünkre!
Kapcsolattartók:

